

Overview
Combining real-time analytics from our optimisation platform CoolPlanetOS, with our team’s energy engineering expertise, led us to identify acetone consumption as the main problem area. It was found acetone could be reduced in the extraction area, leading to a considerable decline in heating and cooling demand, and the added benefit of decreasing the need to import fresh acetone.
Key Stats
€125,943.48
Savings
0.8 Years
CAPEX Payback
Challenge
Within the extraction area the solvent fractionation process yielded high efficiency in general and the quality of solid lipid components was very good. But it also had the highest production costs. The high running costs were due to solvent wastage - unnecessary amounts of the solvent acetone were being used in the fractionation process. After fractionation in the belt filters, both stearin and olein are distilled to remove acetone.
Distillation consists of a 4-effect evaporator system, with one steam fed finishing vessel. With unnecessary amounts of acetone being utilised at the belt filters, large quantities of additional steam was required to remove the acetone.
Solution
CoolPlanet carried out an in-depth analysis of the plant using its bespoke software engineering platform CoolPlanetOS. An extremely comprehensive process improvement model was built with the data. This meant we could test and run multiple proposed changes, tweaking the set points to optimise the process and improve energy efficiency.
Model Layout
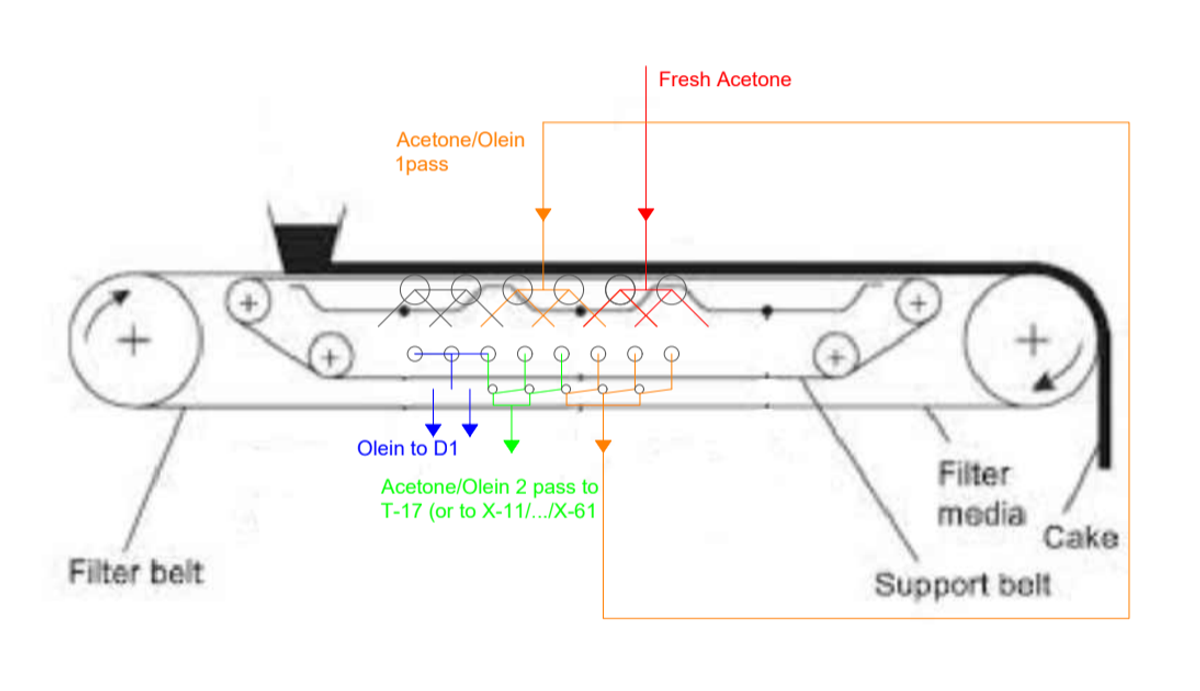
With CoolPlanetOS analytics and modelling capabilities we were able to design and implement the process of running the acetone wash flow countercurrent at each of the belt filters. This resulted in an overall reduction in acetone wash flow by more than 70%.
In the initial part of the solution we switched the acetone flow from cross flow to counter-current flow, but leaving the overall flow of acetone the same. Next, we then dropped the acetone flow. With the decrease in fresh acetone this resulted in a decrease in cooling requirements and a reduction in steam demand at the distillation train.
With the acetone usage now under control we focussed on the possibility of recovered heat in distillation. With CoolPlanetOS installed, the team started to analyse the distillation process, what was evident in our analysis was that 2 out of the 4 columns had been doing the majority of the work in regulating the product temperature.
We determined the best solution to be a new steam heat exchanger at the start of the distillation process to achieve the desired set point of 60degC complete with monitoring instruments to ensure maintenance was carried out when efficiency dropped.
We also implemented a new intermediate heat exchanger between Column 3 & Column 4 to utilise the product discharge heat and reintroduce it to the distillation process to minimise the temperature difference between Column 2 and 3.
Results
The improvements had a three-fold effect on the efficiency of the plant - refrigeration load, steam usage and acetone usage were all reduced.
The reduced refrigeration load for the plant has resulted in decreased cooling requirements, creating energy savings of €10,642. Utilising heat recovery from acetone vapours steam use created a further €18,523 in savings.
Finally, the cost of steam consumption in the distillation process was reduced by €96,778. Overall, the project yielded a total of €125,943.48 in energy savings for the palm oil plant. In terms of capital expenditure (CAPEX), the payback of the improvements made by CoolPlanet is estimated at less than one year.
